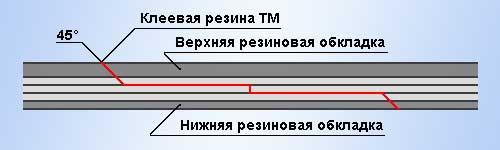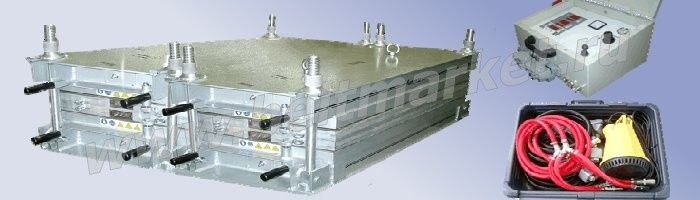
Преимущества cтыковки лент методом горячей вулканизации
▪ Самый прочный способ стыковки лент. При стыковке с соблюдением технологии и высоком качестве стыковочных материалов гарантируется прочность стыка до 90% от прочности ленты.
▪ Теплостойкие ленты следует стыковать методом горячей вулканизации.
▪ Пуск возможен сразу по окончании работ, в связи с этим уменьшается время простоев производства.
▪ Температурный режим эксплуатации лент зависит от применяемых стыковочных материалов, ( t° транспортируемого груза до +200°).
▪ Возможна стыковка при отрицательных температурах окружающей среды.
▪ Возможна стыковка при сильной запыленности окружающей среды.
▪ Материалы для горячей вулканизации стоят дешевле материалов для холодной вулканизации.
▪ При разделке конвейерных лент допускаются небольшие погрешности.
▪ Возможна стыковка резинотроссовых лент.
▪ Исключает просыпь транспортируемого материала.